
Toyota Implementing UK Engineering Students' Development

LEXINGTON, Ky. (Feb. 16, 2015) — A group of University of Kentucky mechanical engineering students in the Spring 2014 and Fall 2014 senior capstone design courses is seeing its hard work pay off, and their project implemented as a real-world solution at Toyota Motor Manufacturing, Kentucky, Inc.(TMMK), the largest Toyota plant outside of Japan.
The mechanical engineering senior capstone design courses, ME 411 and 412, organize students into teams, and assigns each team a project for the two-semester sequence. In David Herrin's class, one team was assigned to design a solution to a safety issue in TMMK's die manufacturing shop.
The team comprised:
- Jeffrey Fehn, a 2014 December mechanical engineering graduate from Louisville, Kentucky;
- Mary Fralick, a 2014 December mechanical engineering graduate from Louisville;
- Samuel Meffert, a mechanical engineering senior from Bowling Green, Kentucky;
- Lauren Shaw, a 2014 December mechanical engineering graduate from Paducah, Kentucky; and
- Sam Smiley, a 2014 December mechanical engineering graduate from Winchester, Kentucky.
In TMMK's die manufacturing shop, panel lifts are used to move unfinished panels from the die floor to the press pit, and forklifts powered by hydraulics are used to load and unload. Concerns were raised in the shop that if the hydraulics fail, there was not an adequate failsafe system to support the weight of the forklift and its load. TMMK took the problem to the mechanical engineering student team, explaining the issue but giving them free reign of designing a solution.
In the spring of 2014, the team began developing concepts and finalizing a design. After nearly a dozen trips to TMMK in Georgetown, weighing five different concepts, and working with TMMK's maintenance team, the team presented to the company and selected a finalized design, followed by prototype creation in the fall.
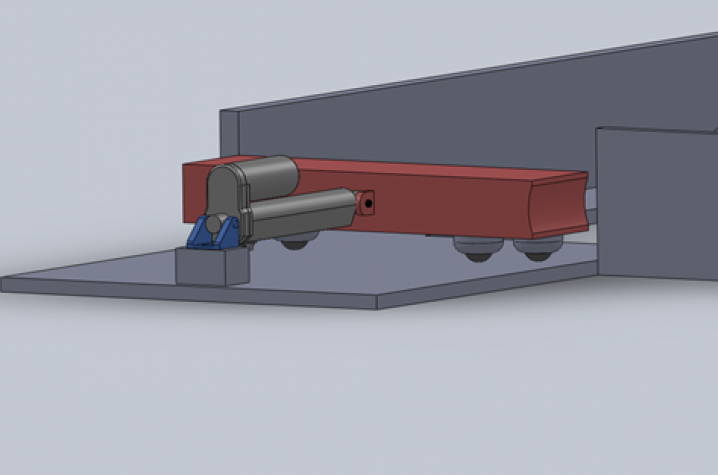
The solution — a linearly actuated block placed behind the wheel — illustrated in the images below, supports the lift in the event of failure, allows forklifts to drive safely onto panel lifts and prevents catastrophic failure at all levels.
With a few tweaks, Toyota was ready to implement the solution. Poage and Associates recreated and confirmed the team's design, giving it a Professional Engineer stamp, and Toyota prototyped the solution.
"The prototype worked like was planned, and Toyota seemed to be happy with the result," said Sam Smiley, the team's leader. "They plan to share the design toward their other five panel lifters. They have made a few changes since our semester ended, primarily using a PLC instead of relay logic."
“We now have automatic stop blocks that engage when the lift is in the up position,” said Die Manufacturing Assistant Manager Mike Hoggatt.
The die manufacturing shop's maintenance and tool and die team members completed alterations to one lift, and are in the process of transferring the modifications to five other lifters in the shop.
MEDIA CONTACT: Whitney Harder, 859-323-2396, whitney.harder@uky.edu